

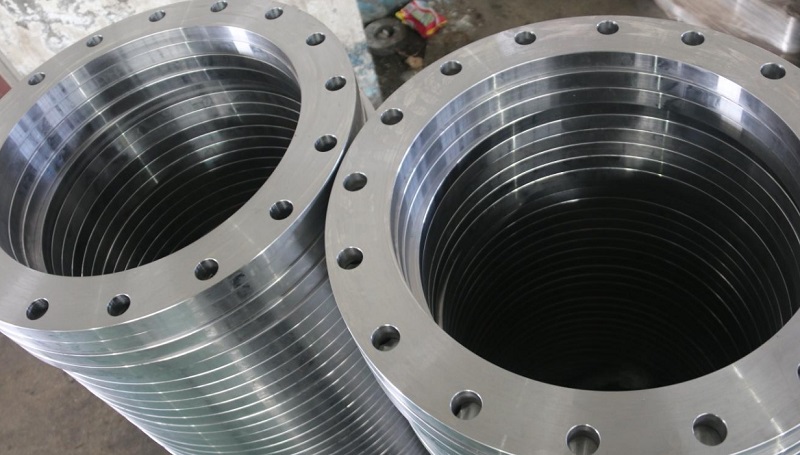

플랜지 연결은 먼저 두 개의 파이프, 피팅 또는 도구를 플랜지에 고정한 다음 두 플랜지 사이에 플랜지 개스킷을 제공하고 조만간 볼트를 사용하여 두 플랜지를 조여 단단히 결합하는 제거 가능한 조인트입니다. 고정 파이프라인과 회전 또는 왕복 기어 사이의 연결이 가능합니다.
1. 슬라이딩 라인 블랭킹:
제품 요구 사항에 따라 잉곳을 적당한 크기와 무게로 자릅니다.
2. 가열(템퍼링 포함):
가열 장비 주요 단일 챔버로, 푸셔로 및 데스크탑 어닐링로, 모든 가열로는 천연 가스를 연료로 사용하며 강철 잉곳의 가열 온도는 일반적으로 1150 °C ~ 1240 °C이며 차가운 잉곳의 가열 시간은 약 1입니다. ~ 5시간, 뜨거운 잉곳의 가열 시간은 차가운 잉곳의 가열 시간의 절반이며, 가열된 잉곳은 단조 공정에 들어갑니다.
3. 단조:
강철 잉곳은 약 1150~1240°C로 가열되어 가열로에서 꺼낸 다음 잉곳의 크기 및 단조 비율 요구 사항에 따라 조작기에 의해 에어 해머 또는 전기 유압 해머에 넣습니다. 해당 피어 두께, 드로잉 및 기타 공정을 파악하고, 단조 크기를 실시간으로 모니터링하고, 적외선 온도계를 통해 단조 온도를 제어합니다.
4. 검사:
단조 블랭크의 사전 검사, 주로 외관 및 크기 검사. 외관상 크랙 등의 결함을 주로 검사하며, 크기는 블랭크 밸런스가 도면에서 요구하는 범위 내에 있는지 확인하고 기록하여야 합니다.
5. 열처리:
단조품을 일정한 온도로 가열하여 일정시간 보온한 후, 일정 속도로 냉각시켜 단조품의 내부구조와 특성을 개선시키는 종합공정입니다. 내부 응력을 제거하고, 가공 시 변형을 방지하며, 경도를 조절하여 단조품을 가공하기 좋게 만드는 것이 그 목적입니다. 열처리 후 잉곳은 재료의 요구 사항에 따라 공냉식 또는 수냉식 및 담금질됩니다.

1. 표준: |
HE B2220 |
|
2. 유형: |
솝솝 |
|
3. 압력 등급: |
5K 10K 16K 20K 30K 40K |
|
4. 차원: |
10A-1200A |
|
5. 표면 처리: |
방청유; 노란색 페인트; 검정색 페인트, 용융 Galavnised; 아연. |
|
6. 원료: |
SS400/SF440A |
|
7. 포장 : |
나무 케이스, 팔레트. |
|
8. 지불: |
신용장, 전신환 |
|
9. 배달 시간: |
주문 확인 후 30~60일 |
|















1. 표준: |
HE B2220 |
|
2. 유형: |
솝솝 |
|
3. 압력 등급: |
5K 10K 16K 20K 30K 40K |
|
4. 차원: |
10A-1200A |
|
5. 표면 처리: |
방청유; 노란색 페인트; 검정색 페인트, 용융 Galavnised; 아연. |
|
6. 원료: |
SS400/SF440A |
|
7. 포장 : |
나무 케이스, 팔레트. |
|
8. 지불: |
신용장, 전신환 |
|
9. 배달 시간: |
주문 확인 후 30~60일 |
|
1. 표준: |
HE B2220 |
|
2. 유형: |
솝솝 |
|
3. 압력 등급: |
5K 10K 16K 20K 30K 40K |
|
4. 차원: |
10A-1200A |
|
5. 표면 처리: |
방청유; 노란색 페인트; 검정색 페인트, 용융 Galavnised; 아연. |
|
6. 원료: |
SS400/SF440A |
|
7. 포장 : |
나무 케이스, 팔레트. |
|
8. 지불: |
신용장, 전신환 |
|
9. 배달 시간: |
주문 확인 후 30~60일 |
|



